Low Intensity Refining – A Study Of Comparation With 2 Bar Patterns

1 – Purpose of the Study:
The aim of this study was to compare the performance, under normal working conditions, of two different types of discs for refiners with different refining areas to verify the possible improvement with discs of ”Low Refining Intensity”.
Refining is a mechanical action carried out on cellulose fibers, which aims to modify its structure, giving it the characteristics necessary for good paper formation.
Modern refining theory is based on one of Campbell’s hypotheses on an idea of Urquart, according to which the hydrophilic groups of cellulose, attached to a water molecule, lose water when the cellulose is dried, which causes the residual valences of the hydroxyl groups are satisfied, in a certain proportion, by those of neighboring cellulose molecules, to which they are bound by Hydrogen Bonding.
Hydrogen makes covalent bonds (chemical bonds where electrons are shared) and bonds that are not chemical, just interactions. Hydrogen Bonding is an interaction between hydrogen atoms of a molecule with atoms of highly electronegative elements (oxygen, fluorine and nitrogen) in such a way that the hydrogen serves as a “link” between the atoms with which it interacts. It was previously thought that the electron was shared by the interacting molecules, however if so, it would be a covalent bond.
Campbell observed that, upon immersion in water, a certain proportion of these bonds broke down causing the weakening of the structure and inducing some molecules into a state in which they were partially dissolved. In this state, the fibrils are more easily separated by refining to be put in contact with neighboring fibers, when water is eliminated in the paper machine.
As the sheet of paper dries, hydrogen bonds form again now preferably between neighboring fibers. According to Emerton, during the first stages of treatment, the outer layers of the fiber (that is, the primary wall and the secondary outer wall, especially the latter) are broken and partially eliminated, which allows the fiber to swell.
At the same time, partly as a result of this swelling and partly due to the intense friction zones that exist in the vicinity of the refiner blades, the fibers fibrillate internally.
This means that the existing unions between successive coaxial laminae of the secondary medial wall are disrupted to a certain extent. Thus, a greater penetration of water begins between the fibrils, as a result of which the hemicelluloses, which are strongly hydrophilic, and, to a lesser extent, the amorphous fraction of cellulose, take up considerable amounts of water and pass to a state of partial colloidal solution.
While this suspended water is eliminated during manufacture, the fibers occupy positions closer to each other and, as soon as the elimination of water contained in the capillaries begins, the surface tension forces push the fibers and fibrils into closer contact.
Once the distance between neighboring cellulose molecules is small enough, there is the possibility of formation of hydrogen bonds: if the molecules form part of different fibers, these fibers unite with each other through forces very similar to those of crystallization, with , a resistance that depends, among other factors, on the number of bonds formed between both fibers; that is, two phenomena are produced almost simultaneously, on the one hand, the mechanical work performed on the fiber, pulling the particles from the outermost layers, especially from the primary wall and the secondary outer wall, which allows the entry of larger amounts of water inside the fiber, on the other hand, there is the release of microfibrils from the inner layers, previously restricted by the aforementioned layers. This is known as external fibrillation.
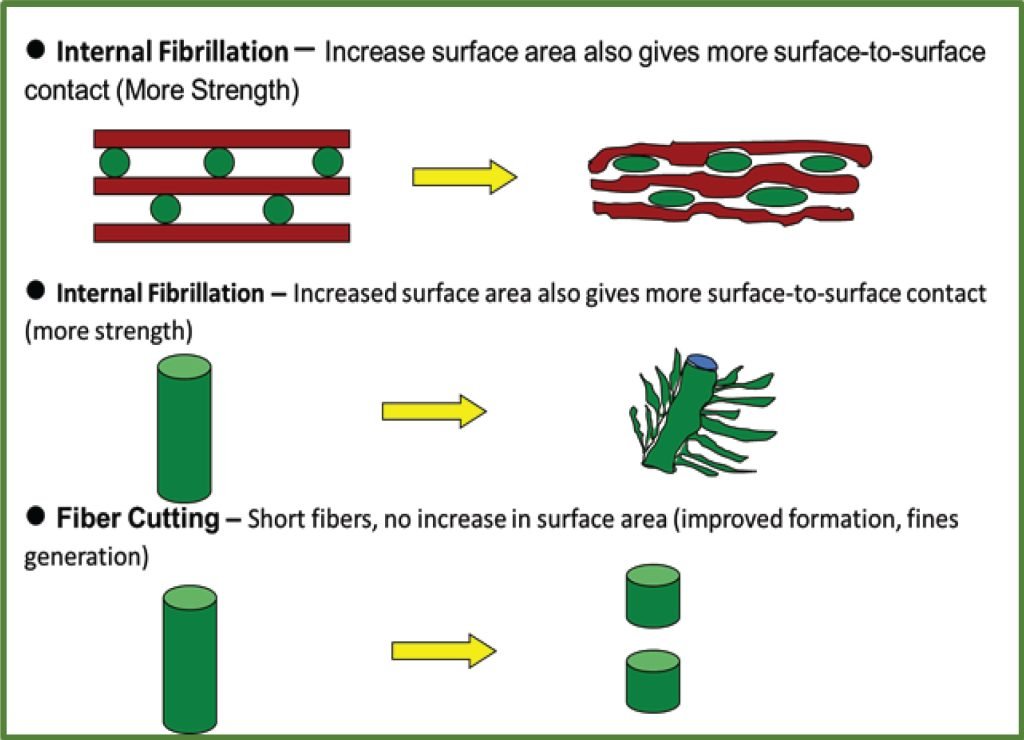
The water that penetrates into the innermost layers of the fiber breaks the existing bonds between the hydroxyl groups and the cellulose or hemicellulose molecules previously close to the carbohydrates that exist inside the fiber. This phenomenon is known as internal fibrillation.
Refining is the sector that has the greatest impact on the final product than any other in papermaking, precisely because it modifies the structure of the fibers depending on the characteristics and quality of the desired sheet, and also because of the energy consumption that is normally the sector that generally consumes the most in the paper manufacturing process.
That is, any action that results in an improvement in the refining process, the advantages will be very noticeable in the overall yield.
The three basic features in this modification are:
• External Fibrillation
• Internal Fibrillation
• Cutting
Advantages of Low Intensity Refining
Test results and under normal operation have shown that refining bleached short fiber at intensities below 0.6 Ws/m provides the benefits below:
• Increased tensile strength and porosity.
• Reduction of Bulk decrease.
• Increased resistance to vessel tearing.
• Reduction of refining energy.
• Significant reduction of sticks in the manufacture of mechanical pulp.
The consequent reduction in paper manufacturing costs is due to better retention of fines, increased machine speed, reduced grammage due to Bulk gain, as well as the reduction of products manufactured out of specification and the reduction of customer complaints.
The benefits obtained with the use of thinner blades and spaces can be explained as follows: with a much greater number of blade crossings (impacts) (due to the longer length of blades) the probability of reaching almost all of the fibers, is also larger.
Impacts on the fibers are softer because the transfer of energy is affected through a much longer length of blades.
This smoother refining action causes an increase in the specific area of the fibers, through fibrillation, providing better tensile strength and better drainage (Freeness, CSF). Fiber length is preserved, with a lower incidence of cutting, as well as reduced fiber collapse, also reducing bulk loss.
The low intensity of refining also contributes to increasing the useful life of the discs, by reducing the forces applied to the blades, and also, by the larger gap (distance between the discs), the possibility of having a metal/metal contact is reduced.
The low intensity can be explained by the figure below, where we have on the left a disk with thinner blades/channels causing a smoother distribution of energy available in the refiner, and on the right a disk with thicker blades/channels causing a distribution of energy in the fiber more strongly.

Concept of Low and High Intensity Refining
2 – Study Status – Process Data
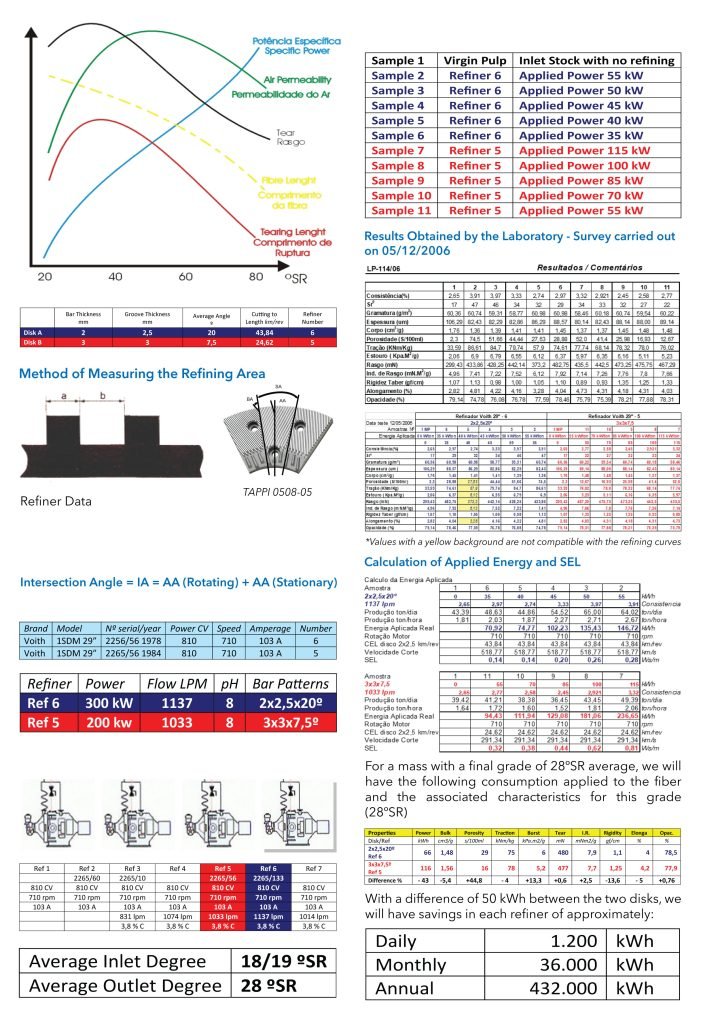
This work was carried out on the MP6 line, on 05/12/2006 in the morning, with refiner’s numbers 6 and 5, with refiner 6 using the 2×2.5
For this work, a Voith 1SDM refiner with an external diameter of 29” was used, with the technical data below and the following refining areas:
3 – Data Table
The samples were collected 10/15 minutes after the stabilization of the power applied in the refiner and were identified and numbered according to the table below:
4 – Comparative Charts
All graphs were made with the inclusion of a Polynomial Trend Line to visualize the characteristic curve of each property.
5 – Conclusion
With the use of disks with thin blades generating low refining intensity for more than 30 years, we can state and confirm the results obtained with the reduction of applied energy and improvement in some physical properties of the paper.

Optimum intensity for softwood is taken as 1.5 Ws.m-1
Optimum intensity for hardwood is taken as 0.2 Ws.m-1
The low intensity discs are excellent for use in short fibers, where we have approximately 80% of use in paper manufacturing in Brazil.