Cautious Matters In Closing Seam For Dryer Screens

Before listing Cautious Matters in Closing Seam, let’s briefly introduce dryer screens first.
The original dryer felts were tightly woven structures that did little more than hold the paper web near to the dryer cylinder. In the 1960s, open mesh fabric structures (dryer fabrics, dryer screens) were introduced, so that drying was assisted by pocket ventilation air able to pass through the fabric into the pocket. In addition, special patterns (eg: skip dent) caused the fabric to create a pumping action that further assists in evacuating the air, with this effect sometimes being variable in the CD.

Eric Ding, PMC Expert CEO-Anhui Towin Paper Machinery Co. Ltd.
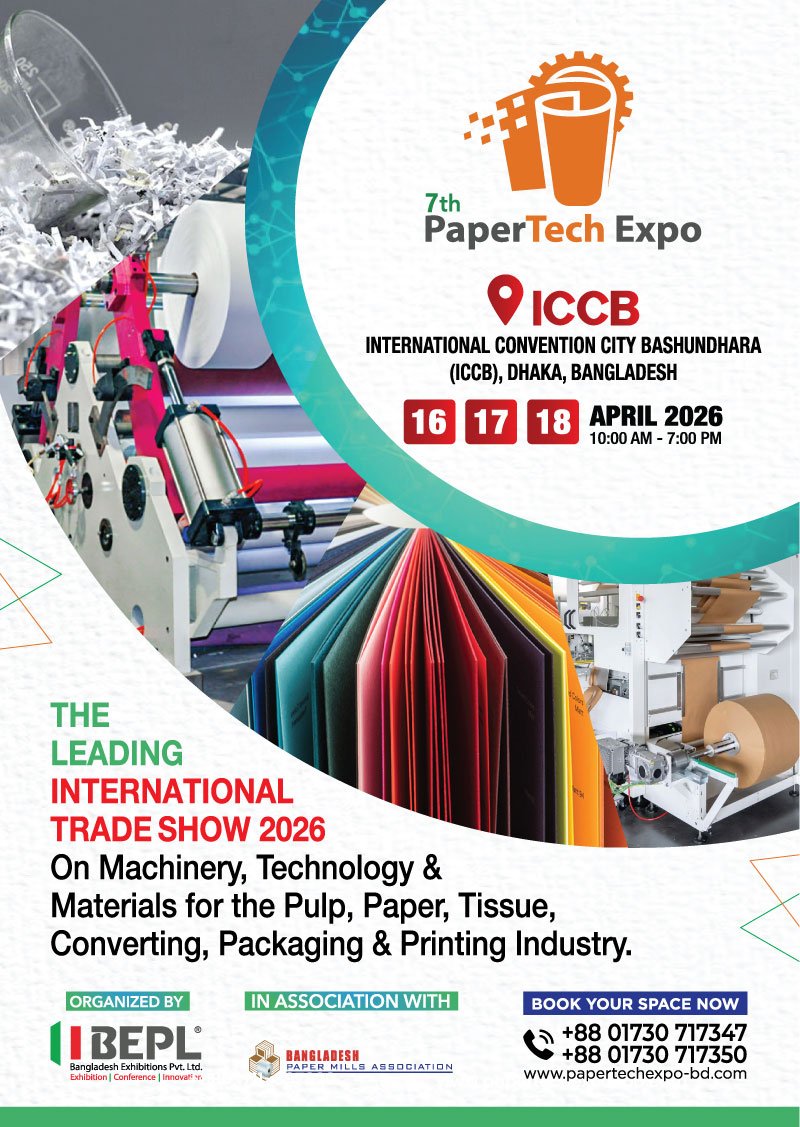
Current weave designs include:
– Double layer design is common. It has large voids for contaminants, but hard knuckles (that may pick the web) and limited surface contact for heat transfer.
– 1.5 layer warp float weave (on web side) is also common.
It provides better heat transfer, but contaminants in the small voids are hard to remove.
– Double cloth extended warp float weave is special for single tier dryers.
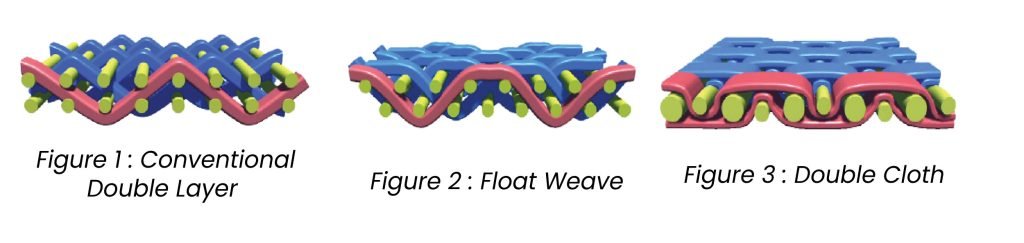
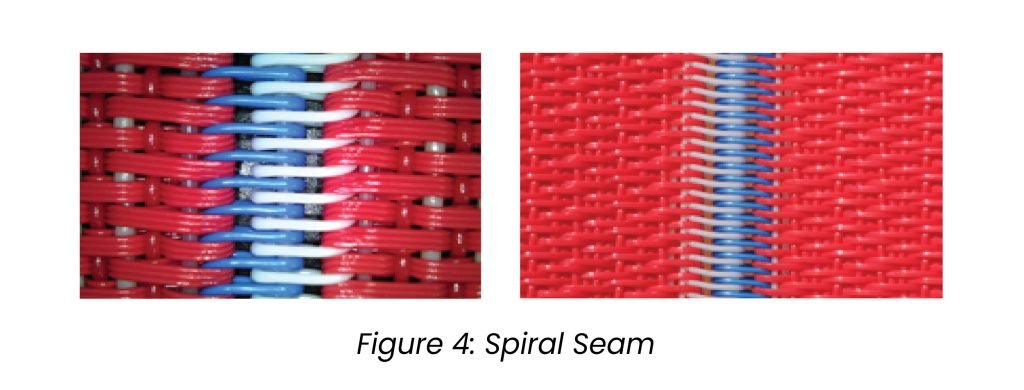
The seam type of woven dryer screen have Spiral Seam and Pin Seam (Warp Loop Seam).
This weave design provide good contact with the paper web and improve aerodynamic properties of the fabric surface and cleanliness. This weave design with flat fluoropolymer yarns (ie: ‘nonstick’ to contaminants ) next to the web, and a back side of standard monofilaments. The voids are easily cleaned, and air permeability well retained.
Spiral fabric constructions are a departure from woven dryer fabrics. Spiral fabrics are an endless construction formed by joining helical formed loops of monofilament yarn. The joining yarn passes through the “eye” formed when the right-hand helical formed yarns merge into each other. The spirals are oriented in a cross-machine direction. Spiral fabrics are available in a broad permeability range. Permeability reductions are achieved by inserting cross-directional yarns into the open area of the spiral. There is no weak link since spiral fabrics do not have traditional seams like woven fabrics. In addition, spiral constructions offer higher levels of wear and damage resistance and are very suitable for challenging positions. In the past, spiral designs were used extensively on brown paper applications. However, through processing and material improvements, spiral fabrics today have no application limitations. They run on some of the fastest publication grade machines.
Next let’s talk about Cautious Matters in Closing Seam.
1. Joint Alignment marks (Figure 7)
In order to reduce work load, an alignment marks is placed in the seam part. Normally two marks on leading side (front side of the progression), and one or Two marks on led side (rear side of progression) are place at approximately 20cm intervals. For this reason, however wide the dryer screen, joint work can be carried out easily in an extremely short time. At same time, joint alignment marks will guarantee the edge in the seam is in one line, which will reduce the mechanical damage.
Meanwhile, always begin the insertion of the pintle wire from the guide paddle edge of the machine. This guarantees that this edge of the seam will be aligned correctly and will present a smooth, continuous edge to the guide paddle.
2. Suitable pintle wire (Figure 10)
When connecting the seam, be sure to use the connecting pintle wire that has been supplied with that particular seam. Since many different seams are available-even from the same supplier-it is essential that the correct pintle wire be used because, in most cases, the seam and pintle wire are designed to complement each other.

3. Work methods for joining dryer screen edges
At this point, the metal leader should be cut off, and each end of the plastic connecting pintle wire tucked back into the seam behind one set of loops for about 5cm (Figure 8). On the guide edge, be sure that the pintle wire does not protrude into the path of the paddle; but on the other edge, a little slack should be left so that if bowing of the seam occurs, the extra contour of the seam can be accommodated.
We does not recommend tying a knot. (Figure 9) Sometimes the knots are broken off, causing the knot itself and a small section of pintle wire to disappear in the machine. This leaves a few unjointed loops at the seam edge. A stress point then forms at the point where the pintle wire has broken, causing further “zippering” or opening of the seam. This is a very common form of seam failure.
4. Seal coating on both sides of interface with equipped silicone. (Figure 10)
5. Off with the old, on with the new (Using guide cloth)
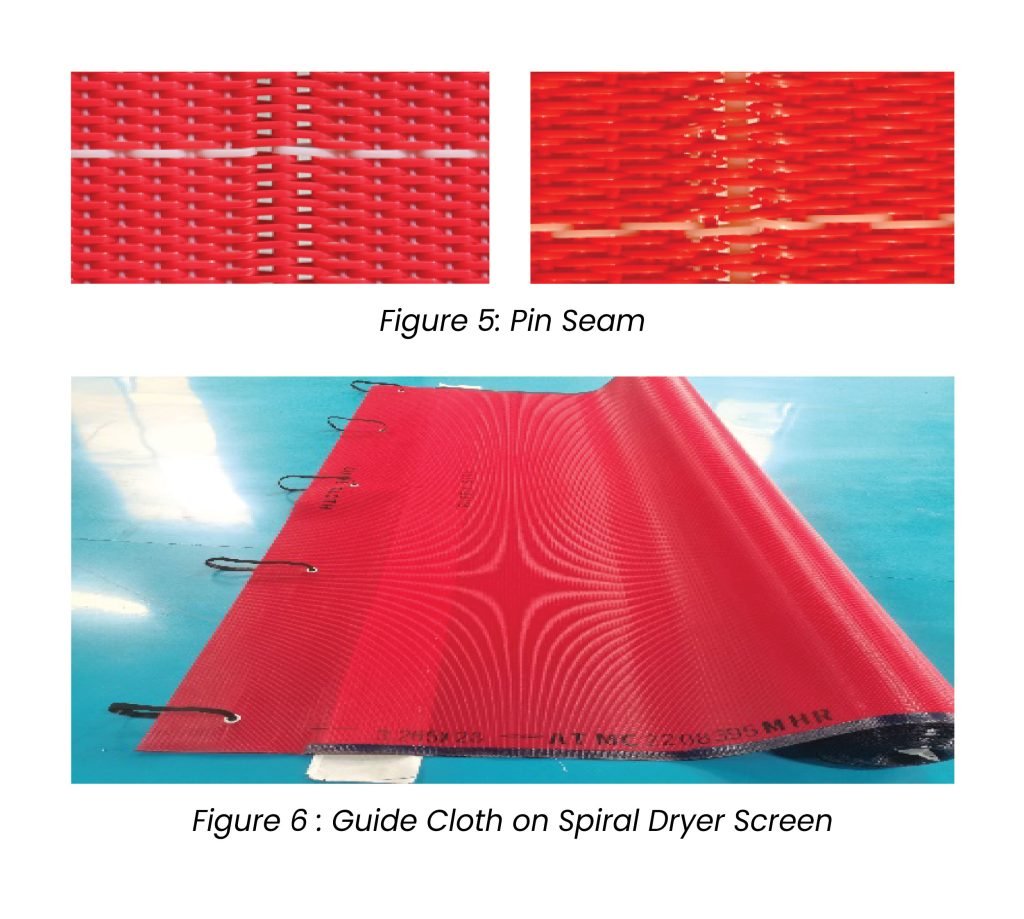
First, a rope must be threaded through the section along its center line following the intended run of the fabric. Since this is a heavy rope, capable of handling the entire weight of the fabric, some mills thread a small rope first. This is then moved to the machine center line and used to pull on the heavy rope. Its trailing end is then tied to a guide cloth similar to that shown in (Figure 6, 12,13), consisting of a rectangular fabric, which is, in turn, connected to the new fabric. In many instances, a metal bar is included in its wide end to give cross-machine support as the assembly passes through the machine.
Alternately, a series of ropes may be tied to the trailing end of the single rope, fanned out, and tied to the guide cloth across its width. Many mills today use the rope method even when an old fabric is still on the position.
All of the positioning and preparation of the guide cloth can be done with the machine running. When the shutdown occurs, the old fabric is run off-drawing a heavy rope onto the position behind it. This is then quickly connected to the new guide cloth and the new fabric is pulled on. Here, alignment of the machine, tying back the paddle, and positioning the box are critical because the dryers are hot. If the new fabric snakes onto hot dryers, it will be more difficult to eliminate oscillation at start up.