Theme – Packaging discoloration & delamination of salt packs (Iodized) at market places

Theme – Packaging discoloration & delamination of salt packs (Iodized) at market places
A complete overview of Packaging discoloration & delamination of Salt packs (Iodized) at market places under conditions relevant to product packaging, ageing & stabilization of filled polymers and product storage.
Graphical abstract:
Author’s information:
I have completed my B. Sc. (Honors) graduation and Masters (M. Sc.) from the University of Chittagong, Bangladesh in Organic Chemistry, 20th Batch. At present, I have been working in a Flexible Packaging industry “Consort Flexipack Limited”, Chittagong, Bangladesh as “Head of Quality, RND and Compliance”. Previously, worked in “Unilever Bangladesh Limited” as “Manager, Quality Assurance & SAP QM Lead Bangladesh (25+ years)” “NRG Printing and Packaging Limited (8 months), Mymensingh, Bangladesh” and Youngone Corporation, Chittagong (2+ years)” respectively.
Co-Authors:
- Anisul Islam Anis, Managing Director, ZAPCO Industries limited and Director, Consort Flexipack Limited. E-mail: Anisul Islam anis@consortbd.com, Cell: +8801730008501
- Faishal Abidein, Sub-divisional Engineer, Public Works Department (PWD), PWD Sub-division 6, PWD Division 3, Agrabad, Chattogram, Bangladesh. E-mail: faisalabedin12@gmail.com, Cell: +8801680540919.
- S. M. Rahman, Ashrafur Additional COO (Chief Operating Officer), Consort Flexipack Limited. E-mail: Ashrafur Rahman ashraf@consortbd.com, Cell: +8801730008515
Present address:
Head of Quality, R&D and Compliance, Consort Flexipack Limited, Plot#47-49, S 12, BSCIC industrial Estate, Kalurghat, Chittagong, Bangladesh, Zip code – 4212.
Abstract:
Polymeric packaging protects food during storage and transportation and withstands mechanical & thermal stresses from high temperature. Packaged salt containing potassium iodate was produced at Bangladeshi commercial facility. The outer pack became discolored, turning yellow following layer separation, delamination to a degree that would impact consumer acceptance at market places. Therefore, there was a need for an investigation to find out the actual root cause and possible remedy for this discoloration and delamination. The components of the packaged salt product, storage conditions, and processing characteristics along with packaging structures as well as packaging design were taken into consideration. Salt samples were prepared with iodine and stored at 25˚C and 45˚C in glass & polyethylene or commercial polymer film. Salt samples containing iodine when heated before storage, packaging material turned yellow in color. From this study, it was found that due to heat and the presence of a sacrificial antioxidant component in the packaging film, potassium iodate was reduced to elemental Iodine (I2) turning packaged salt samples to a yellow/orange color and simultaneously outer packaging also turning yellowish. Hence it is recommended that in the manufacture of foods containing potassium iodate, the packaging material selected should be free from readily accessible antioxidants. Again, Salt is a translucent mineral that appears white. For NaCl, with heat or other environmental conditions, the concentration of the metal Sodium (Na) could increase in the compound and changes the salt and outer packaging yellowish simultaneously. Again, iron is present in the NaCl crystals, which can impact the yellow color of the crystals. If it contains impurities, it may take on other colors, integrating additives or cleaners into the salt pellets to improve the whiteness and can change the salt color as well. Salt itself has no expiration date but salt products that contain iodine or seasonings can deteriorate over time.
Key words: Iodate, Iodine, Polymer, iron, LDPE-Low Density Polyethylene, LLDPE-Linear low density Polyethylene, PE-Polyethylene, PET-Polyethylene Terephthalate, PP-Poly propylene, EVOH-Ethylene Vinyl Alcohol, PVDC-polyvinylidene Chloride, Recipe, Metallocene, Slip agent, Antioxidants, BHT-Butylated hydroxy toluene, Discoloration.
Highlights:
- Packaging plays a vital role to reach the product to its consumer safely without compromising its quality. It has a significant role in sustainability nowadays as it reduces food loss, keeps food quality better for a long period and an important role in reducing environmental burden. In developed and developing countries, all community concern about packaging design and wastes that are generating from it.
- Polymeric packaging protects food during storage and transportation and withstands mechanical & thermal stresses from high temperature.
- At present, Iodized salt is manufactured by spraying an aqueous solution of potassium iodate onto salt.
- In food packaging, oxidation increases at high temperatures, including contact with hot foods or exposure to infrared heating, retort processing, and, potentially, MW heating.
- In iodized salt several factors might lead to discoloration. Potassium iodate, being an oxidizing agent, may be reduced to elemental iodine (I2) which is yellow/violet in color
- This is crucial that during manufacturing/salt packing, dryer temperature should be maintained properly. This is because salt and its ingredients, especially Iodine can react with plastic materials and can be happened pack discoloration as well as layer separation/delamination if dryer temperature varies.
- Pack Sealing area of a salt pack, eventually the pack design contains ink/printed matter whereas no ink/printed matter has been present in another salt pack and during pack sealing this ink in combination with inside salt and it’s ingredients can play a vital role in pack discoloration.
- Packed salt storage condition can also deteriorate the quality of packaging.
- This is proven that Iodine inside salt pack is responsible for pack discoloration as well as delamination of wrapper.
- And it was possible that the discoloration was due to the oxidation of the packaging material and/or the reduction of potassium iodate to iodine.
-
Introduction:
Seawater contains on the average of 3 percent salt, although the actual concentration varies from about 1 percent (in the polar seas) to 5 percent. Enclosed waters such as the Mediterranean and Red seas contain a higher proportion of salt than does the open ocean at the same latitude. Irrespective of the source of the seawater, salt obtained by the evaporation of seawater has the following composition: sodium chloride 77.76 percent, magnesium chloride 10.88 percent, magnesium sulfate 4.74 percent, calcium sulfate 3.60 percent, potassium chloride 2.46 percent, magnesium bromide 0.22 percent, and calcium Carbonate 0.34 percent respectively. Salt is also an ingredient in many manufactured foodstuffs. Table salt is a refined salt containing about 97 to 99 percent sodium chloride. Usually, anticaking agents such as sodium aluminosilicate or magnesium carbonate are added to make it free-flowing. Iodized salt, containing potassium iodide, is widely available. Table salt, or sodium chloride (NaCl), consists of equal numbers of sodium cat-ions and chloride anions that are arranged in a repeating three-dimensional structure in which the cat-ions and anions alternate with each other in all three dimensions. Salt, also known as sodium chloride, is about 40% sodium and 60% chloride. It flavors food and is used as a binder and stabilizer. It is also a food preservative, as bacteria can’t thrive in the presence of a high amount of salt. Salt has negatively charged ions (OH-) and positively charged ions (H+). Sodium chloride, also known as table salt, is an ionic compound with the chemical formula NaCl, representing a 1:1 ratio of sodium and chloride ions. It is commonly used as a condiment and food preservative. Salt can be created by adding two very reactive elements together: sodium (Na – s) metal and chlorine (Cl2 – g) gas. Research about different salt types is still lacking, but the consensus among health experts is that there is no one best or healthiest salt. Trace minerals found in differing salts do not provide additional health benefits, and trace mineral differences among salts shouldn’t be a selling point. To overcome these market place issues, applied DMAIC (The problem-solving approach that drives Lean Six Sigma. It’s a five-phase method – Define, Measure, Analyze, Improve and Control) for improving existing process problems with unknown causes. DMAIC is based on the Scientific Method and its pronounced “duh-may-ik.” Lean Six Sigma is a combination of two popular Process Improvement methods – Lean and Six Sigma – that pave the way for operational excellence. These time-tested approaches provide organizations with a clear path to achieving their missions as fast and efficiently as possible. Lean Six Sigma is based on the Scientific Method and the Toyota Production System. Lean is a way of thinking about creating needed value with fewer resources and less waste. And lean is a practice consisting of continuous experimentation to achieve perfect value with zero waste. And Six Sigma is a set of methodologies and tools used to improve business processes by reducing defects and errors, minimizing variation, and increasing quality and efficiency. The goal of Six Sigma is to achieve a level of quality that is nearly perfect, with only 3.4 defects per million opportunities.
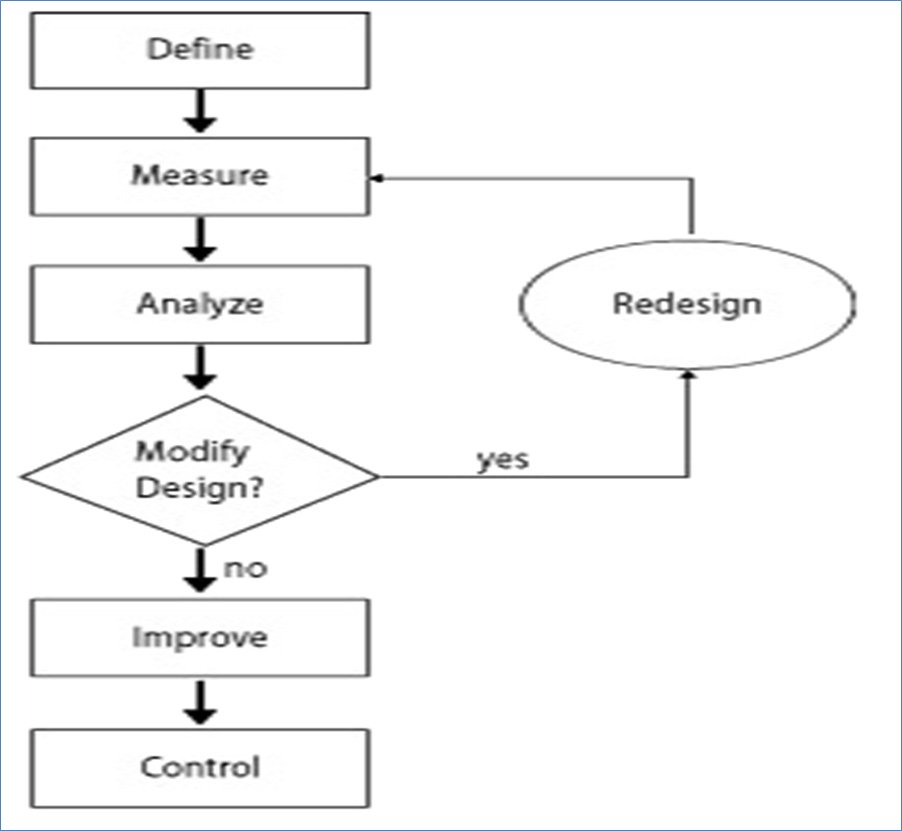
Define the problem – a successful Define phase helps to move forward with clear, well-defined objectives and timeline for project completion.
Measure process performance – Capability analysis to meet the Specs and Pareto chart to analyze frequency of problems / defects.
Analyze the process to identify RCA to uncover causes and Failure mode and effects analysis (FMEA) to identify possible product service and process failure.
Improve process performance by addressing and eliminating the root cause through Kaizen events, DOE (Design of Experiments).
Control the improved process and future process performance through Control plan, SPC (Statistical Process control), 5S, Mistake proofing (poka-yoke) etc.
-
Materials and Methods:
-
Materials:
-
At present, Iodized salt is manufactured by spraying an aqueous solution of potassium iodate onto salt. Note that, Potassium iodate and salt results in the reduction of iodate to elemental iodine (I2) which subsequently sublimes, and the oxidation of iron reducing its bioavailability. Finally the salt is heat sealed within packages. The packaging material contains several different plastics including a polymer film of polyethylene (80% LLDPE/20% LDPE) and laminate material made of printed polyethylene terephthalate (PET) bound to a substrate polymer with an adhesive. Most research reports on the yellowing of food products related to post harvest yellowing of green fruits and vegetables including broccoli, Asian vegetables (mustard, choy sum, garland chrysanthemum, tatsoi, Chinese cabbage), limes, and asparagus. To maintain product quality and to satisfy consumer demand as a convenient food, modified atmosphere packaging (MAP), vacuum skin packaging (VSP), and microwaveable containers were used to extend the shelf life of fresh-cut asparagus as a ready-to-eat food product. This yellowing is due to the enzymatic degradation chlorophyll following chemical & bio-chemical causes, which is not related to the yellowing of Iodized salt. There are hundreds of plastics, but only very few are utilized in food packaging. The most common are polyolefin, copolymers of ethylene, substituted olefins, polyesters, polycarbonate, and polyamide (nylon). PET/polypropylene (PP) laminates with different barrier materials such as polyvinylidene chloride (PVDC), ethylene-vinyl alcohol (EVOH), or polyethylene (PE) to provide improved structures. Polyolefin are produced from ethylene or propylene. Typical examples are low-density polyethylene (LDPE), linear low-density polyethylene (LLDPE), high-density polyethylene (HDPE), and polypropylene (PP). Antioxidants are added to a variety of polymer resins to slow the onset of oxidative degradation of plastics from exposure to UV light. Polymer degrades due to the action of highly reactive free radicals generated by heat, radiation, and mechanical shear that is often enhanced by the presence of metallic impurities. In food packaging, oxidation increases at high temperatures, including contact with hot foods or exposure to infrared heating, retort processing, and, potentially, MW heating. On the contrary, Slip compounds significantly reduce the coefficient of friction of the surface of a polymer. Besides providing lubrication to the film surface, slip agents also impart lower surface resistivity (antistatic properties), reduced melt viscosity, better mold release, and antisticking properties. Initially, a 3-layer PE (Polyethylene) consisting of LLDPE/LDPE (Metallocenes – Metallocenes are organometallic compounds that contain a metal atom (e.g., Fe, Cr, Ti, Mn, etc.) & Normal) and Slip Agent following a specific Recipe. A sample Recipe is as per below:
| Outer | Middle | Inner | |||
| Resin Name | Percentage, % | Resin Name | Percentage, % | Resin Name | Percentage, % |
| Metallocene LLDPE (Non-Slip) | 70 | Metallocene LLDPE (Non-Slip) | 45 | Metallocene LLDPE (Slip) | 59.25 |
| Normal LLDPE (Non-Slip), Grade 1 | 10 | Normal LLDPE (Non-Slip), Grade 1 | 20 | Normal LLDPE (Non-Slip), Grade 1 | 20 |
| Normal LLDPE (Non-Slip), Grade 2 | 20 | Normal LLDPE (Slip), | 15 | Metallocene LLDPE (Non-Slip) | 20 |
| Metallocene LLDPE (Non-Slip) | 20 | Slip Agent | 0.75 | ||
| Total | 100 | 100 | 100 | ||
Table 1: Sample Recipe for Initial Packaging, PE (Polyethylene Preparation).
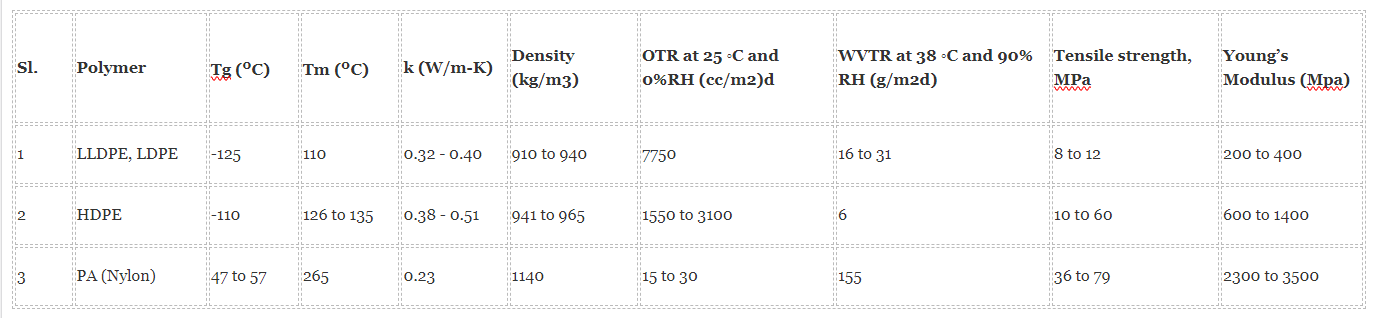
Also, there has been some research on the yellowing of rice where the source is thought to be a biochemical process that occurs within the rice grain that is genetically controlled; however there are also conflicting conclusions stating that it is due to presence of fungi or mold. As there are no genetically controlled biochemical processes and the growth of fungi and mold is very unlikely in fortified salt, the findings from yellowing rice are not applicable. Properties of few polymers frequently used in Food Packaging:
Methods:
Previous research pertaining to the yellowing of foods does not seem to apply to iodized salt; however research from the textile industry is of more relevance. Requirements of packaging polymers for textile applications are less stringent when compared to food packaging; however, similar criteria are applied when it comes to discoloration. Yellowing of packaging materials in the textile industry is due to polymer degradation or reactions of additives. Antioxidant additives sacrificially prevent the oxidation (degradation) of the polymer and are chemically transformed during the process. Polymer degradation occurs when oxidation is allowed to take place, often when antioxidants are no longer present in sufficient amounts. This type of yellowing often occurs when there is low mobility of antioxidants through the material. It is commonly seen in polyvinylchloride (PVC) as a prominent yellowing. Phenolic antioxidants, such as butylated hydroxytoluene (BHT), are commonly used to prevent polymer degradation. Antioxidants are added to a variety of polymer resins to slow the onset of oxidative degradation of plastics from exposure to UV light. Polymer degrades due to the action of highly reactive free radicals generated by heat, radiation, and mechanical shear that is often enhanced by the presence of metallic impurities. In food packaging, oxidation increases at high temperatures, including contact with hot foods or exposure to infrared heating, retort processing, and, potentially, MW heating.
The powdered salt was mixed thoroughly with ferrous-sulphate, potassium iodide or iodate, and other chemicals in a specific proportion until they were uniformly distributed. Salt is one of few universally consumed food vehicles. Iodized salt is fortified to provide 100% of a person’s iodine requirements and is highly effective. Double‐fortified salt was developed to provide 30% of a person’s daily dietary iron requirement and 100% of their iodine requirement.
However, upon oxidation these antioxidants form yellow products. Contributing oxidizing agents cited from the textile industry include TiO2 pigments, catalyst residues (titanium and aluminum species that remain in the polymer), and nitrogen oxides in the air (often from gas-fired equipment). As far as yellowing of textiles themselves, this may be from microorganisms, fluorescent brightening agents, migration of dyes from cardboard packaging, as well as the influence of light and heat on the fibers, none of which apply to iodized salt. However most reported issues are to do with storage in polyethylene or polypropylene bags. Most frequently yellowing arises when nitrogen oxides react with phenolic antioxidants that are present in most polypropylene and polyethylene bags. BHT is most commonly used as it is approved by the United States Food and Drug Administration (FDA). Its high mobility allows it to transfer to the textiles and cause yellowing. It has been found from the literature, that many packaging plastics including PET turn yellow upon oxidation. Thus, antioxidants like BHT are added to ensure good melt processing stability of polymer films. Most antioxidants contain phenol, oxidation of these phenolic compounds results in yellow discoloration. The discoloration caused by BHT is often due to the production of stilbene quinone.
In iodized salt several factors might lead to discoloration. Potassium iodate, being an oxidizing agent, may be reduced to elemental iodine (I2) which is yellow/violet in color. However, I2 can easily sublime from the iodized salt and be lost to the packaging material or atmosphere. The BHT present in the packaging material may react with the TiO2 from the potassium iodate leading to a yellowing of the packaging material and the salt. Free radicals found in an atmosphere due to pollution can also contribute to discoloration. Although these were the most likely causes of yellowing, potential interactions with iron and impure salt were investigated as well. Migration of chemical substances/Raw material used in manufacturing of salt pack at different storage conditions:
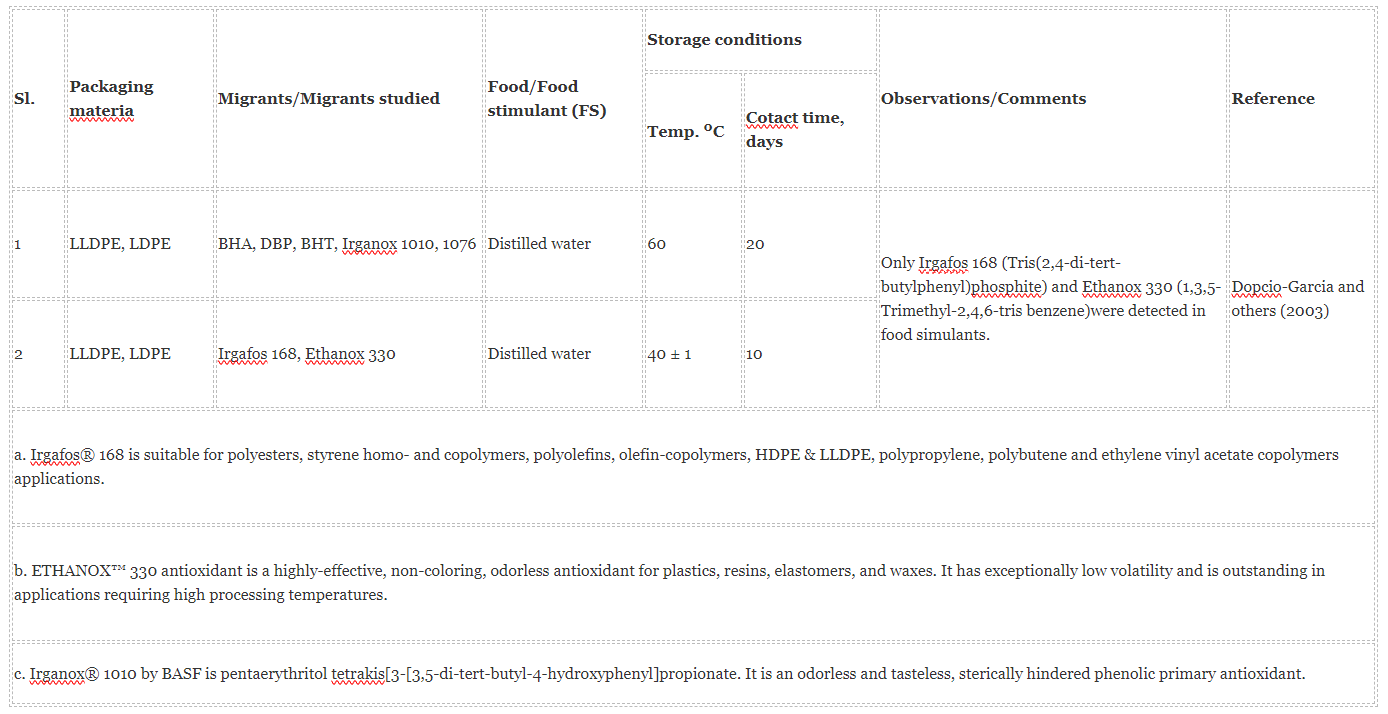
Image analysis:
Images were captured after storage:
- Storage stability testing:
Salt should be stored in a dry place to prevent clumping. Industrial refined table salt contains calcium carbonate, silicate, and aluminum oxide to prevent clumping. Salts are stored in a fresh, dry place, far away from heat or direct sun light. Carefully close the box or container it is being stored in. Some salt contains anti-caking agents (such as to prevent clumping). Finer grains of salt will clump or cake easier than course grained salt. The addition of a little dry rice to table salt will prevent clumps forming. Avoid shaking salt cellars over steaming food or pots. Salt that has clumped will still be fit for use. There is no anti-caking agent in unrefined salt. If we feel that salt becomes unmanageably clumpy, then spread the salt on a sheet and dehydrate it for a few hours (or bake below 100ºC in the oven). Avoid steel containers or grinders with steel components as salt aids in the formation of corrosion (such as rust). Be cautious of chrome plated steel as corrosion can form under the plating. Keep away from concentrated acids. Keep away from vegetation.
Salt samples were iodized (30 ppm) and contained either 1000 ppm. They were stored in various storage materials (glass, polyethylene bag, or polymer film) and storage conditions (ambient (~25˚C) or 45˚C, 60% RH). Also, some samples packaged in the polymer film material were then heated to 130˚C for 2 hours prior to storage. This was done to accelerate reactions as well as expose the material to heat without melting the package. All of the iodized salt samples that were heated prior to storage at ambient conditions in the polymer film turned distinguishably yellow within 2 months. Therefore at both storage conditions (ambient and 45˚C, 60% RH) the salt turned yellow. No samples stored in glass or polyethylene bags showed yellow discoloration. Samples stored in packaging film that were not heated also did not turn yellow. Therefore it was found that heating of the packaging material in the presence of salt causes yellowing of the salt. Also, this yellowing occurred to a greater extent in packages stored in ambient conditions over those stored at the elevated temperature. This is likely due to an increased rate of sublimation of the I2 at higher temperatures.
Although some yellowing occurs in the salt, it is barely visible and would not affect the acceptance of the product. Using color analysis on the samples after 5 months of storage did not greatly distinguish the slightly yellowed salt from blank iodized salt due to the low degree of color change. The yellowed salt samples are all slightly closer to 60˚ than the blanks and most of them have higher saturations but the differences are very small. However, the slight yellowing of the salt may be used as an indication of a possible reaction occurring between the polymer film and the salt which causes iodate reduction to iodine.
- Results:
- Quality observations:
All quality parameters of PE and final laminated wrapper have been maintained as per requirements. Also, ink coating, gum coating, curing/aging and NCO & OH ratio during lamination process maintained properly. Quality observations of PE (Polyethylene) and final laminated wrapper are as follow:
| Quality parameter | Category standard | Unit | As found in PE | As found in FG |
| Dart value | 5g x μ of PE | g | 450 | 1280 |
| SCOF value, static | 0.100 – 0.300, | μ (mu) | 0.124-0.245 | 0.115-0.120 |
| DCOF# value, dynamic | 0.100 – 0.300, | μ (mu) | 0.097-0.188 | 0.090-0.100 |
| Tensile Strength | ≥ 14 | Newton, N | – | 24.0 – 25.1 N |
| Tensile displacement | 350 minimum | mm | 550 | – |
| Tear Strength | ≤ 5.0 N | Newton, N | 5.2 – 5.5 | 5.2 – 5.5 |
| Heat Seal Strength | 12. 0 – 15.0 | Newton, N | – | 39.92 – 40.13 |
| Bond Strength | ≥ 1.5 | Newton, N | – | Unable to separate/Excellent |
| Treatment dyne* | minimum 40 | dynes/cm | 40 | – |
| *Dyne test results can be used to determine the suitability of a material for printing, coating, or laminating. A dyne level of 32 dynes/cm or higher is typically required for these applications. Dyne test results can also be used to determine the cleanliness of a surface prior to bonding or sealing. | ||||
| #COF test: Static coefficient of friction (SCOF) is the frictional resistance one pushes against when starting in motion. Dynamic coefficient of friction (DCOF) is the frictional resistance one pushes against when already in motion. The COF represents the resistance to movement between two objects, higher COF indicates greater friction and slip resistance. | ||||
Table 4: Test parameters of pack materials (PE and laminated wrapper)

Furthermore, for investigation purposes, we have collected more few Bangladeshi salt packs from market places where different printing designs have been observed. Overall observations are as follows:
- This is crucial that during manufacturing/salt packing, dryer temperature should be maintained properly. This is because salt and its ingredients, especially Iodine can react with plastic materials and can be happened pack discoloration as well as layer separation/delamination if dryer temperature varies. So, this matter can be controlled at manufacturing end.
- Pack Sealing area of a salt pack, eventually the pack design contains ink/printed matter whereas no ink/printed matter has been present in another salt pack and during pack sealing this ink in combination with inside salt and it’s ingredients can play a vital role in pack discoloration. This is because no pack discoloration has been noticed at the top/bottom sealing area, where there is no sealing/salt impact, only the salt filling packaging area is discolored. So, containing ink/printed matter over the pack sealing area predominantly plays a vital role in pack discoloration, manufacturers can avoid ink/printed matter at sealing area to stop this issue in future.

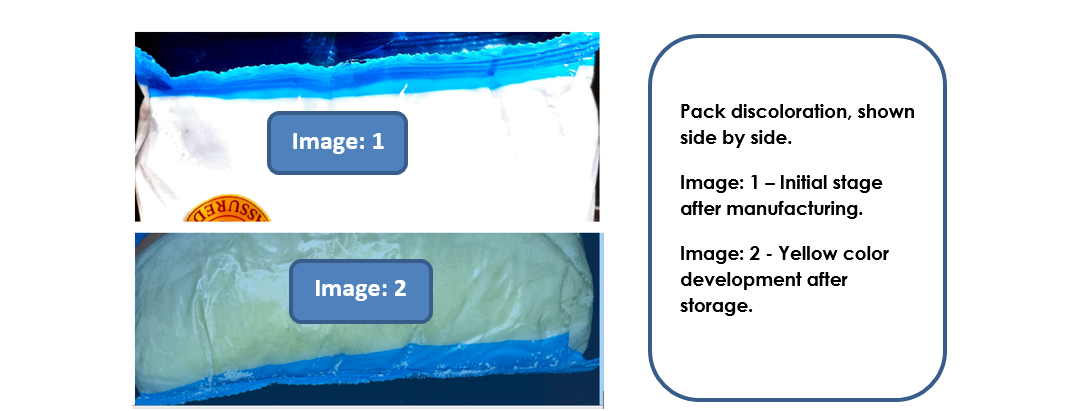
- Packed salt storage condition can also deteriorate the quality of packaging. To investigate the issue, few salt packs have been kept at lab and kitchen area for about 5 (Five) months for observation and after five months, no changes have been noticed in terms of Packaging and salt. On the contrary, same samples have been kept inside the industrial packing area and noticed pack discoloration and delamination simultaneously. This means due to the storing condition of salt packs, these changes can be happened. Below is the pictures of salt packs:


- Further investigations:
To further investigate the mechanism behind the discoloration, tests were done with potassium iodate in the presence of packaging film. The packaging film was melted in the presence and absence of potassium iodate to observe whether oxidation occurs at a faster rate with more color development. This would explain the yellowing in the layers of the packaged salt because they are melted when sealed. The test confirmed that in the presence of potassium iodate the oxidation of the packaging material was much faster with greater color development. Because discoloration was observed in parts of the pack/bag that were not melted (i.e. not on the layers), an investigation of discoloration without melting was conducted. The package is subjected to heat on the packaging line since part of the package is melted to form the layers. Packaging film with and without potassium iodate was heated in an oven. The packaging material was subjected to various temperatures over time and periodically inspected for change. The temperatures and times used were 60˚C for 20 minutes, 70˚C for 20 minutes, 80˚C for 20 minutes, 90˚C for 10 minutes, 100˚C for 15 minutes, 120˚C for 130 minutes, and 130˚C for 65 minutes. After this time both samples yellowed. The sample without iodine appeared slightly more orange / brown. Therefore, yellowing may occur in heated packaging that is not melted and may become orange especially in the presence of potassium iodate.
So, it was possible that the discoloration was due to the oxidation of the packaging material and/or the reduction of potassium iodate to iodine. So, strands of packaging material were heated (130˚C for 2 hours) and rinsed with water and set over a white background to compare color. All heated packaging material was slightly more saturated yellow/orange than the unheated packaging material. Also, saturation of color increased slightly if potassium iodate was present. However the difference in saturation between the heated polymer film without iodine and with iodine was much smaller if they had been washed. Heated polymer film with potassium iodate also appeared much more yellow / orange before rinsing compared to after rinsing. Thus potassium iodate must have been converted into iodine (I2) and subsequently removed by rinsing. Therefore, yellowing was caused both by the reduction of iodate to iodine and the oxidation of the packaging material. Discoloration of the samples was expected to be caused by PET oxidation or oxidation of antioxidants present in the polyethylene causing packaging material discoloration and the conversion of potassium iodate to yellowish iodine. To investigate this, plastic from disposable water bottles (also made of PET) were cut and heated in the presence of KIO3. Also, KIO3 was heated on its own. They were heated to 130˚C for 2 hours. None of the samples yellowed. Therefore, PET itself was not the cause of the discoloration. A reducing agent (likely an antioxidant) must be present in the packaging material causing the reduction of potassium iodate to iodine and yellowing the packaging material.
- Observation of Yellowed and Non-Yellowed Packages:
A sample of a sealed package containing salt and a sealed empty package were tested. The salt inside the package had a slight yellowish tone but was not easily distinguishable from standard. Empty sealed packages were clear while packages that contained salt had yellowed. This indicates that air pollution as well as processing conditions alone did not cause the yellowing. The yellow color was most concentrated along the layers of the pack/bag but some yellowing was also seen in the main areas.
- Permeability of Iodine in Salt packs/Plastic bags:
Appearance of Bangladeshi Salt is White crystals of 2-6 mm having 0.7% of insoluble matter. This insoluble matter Brown, Clay-type and Yellow sandy particles. Scientifically, this is proved that plastic bag is permeable to Iodine. This has been supported by the fact that the starch solution (Dependent variable) in the bag turned purple, indicating the presence of Iodine (Independent variable) in the mixture after 24 hours. The starch solution is the dependent variable because its color is affected by Iodine solution. This is evident that Iodine gets into the bag of starch, penetrates the bag turning to purple. In a cell membrane, this is called selective permeability. So, this is proven that Iodine inside salt pack is responsible for pack discoloration as well as delamination of wrapper.
| Iodine Permeability | ||
| Experimental data | ||
| Initial/Before 24 hours | After 24 hours | |
| Color of starch solution inside bag | It was whitish color | Dark, purple, black color |
| Color of Iodine solution inside beaker | A golden color | A transparent crème color |
| Control data | ||
| Initial/Before 24 hours | After 24 hours | |
| Color of starch solution inside bag | White | White |
| Color of water (H2O) in beaker | Transparent | Transparent |
Table 5: Iodine permeability in plastic bag/Salt pack
- Discussion:
All culinary salts are derived by evaporation. Table salt is made by driving water into a salt deposit (in a mine). This process forms brine which is then evaporated leaving dried “cube-like crystals that look like granulated sugar”. The salt is then refined. Kosher salt is made in a similar fashion except the brine is raked continually during the evaporation process. The resulting product has a light and flaky texture. Sea salt is evaporated sea water. All salts are nutritionally the same. Sea salt has trace amounts of minerals not found in mined salt. The 2012 World production was 270 million metric tons, 80% from trough mining (stone salt) and open pit extraction, 20% by sea extraction. 93% of the world production is used for Industrial processing, 5% is used in food preservation. Both types require a HI grade purity of NaCI. 2% finds its way in stores as refined table salt or kitchen salt. Industrial production: Open pit and industrial-sized saline extraction, boiling and refining. Natural/gourmet production: Seawater evaporation (sun/dry season). In Southern France, a wide region of sea salt production was revitalized by the rising demand of natural salt during the last 20 years.
Most of the salt substitutes are also salts (such as potassium chloride). Acidic ingredients such as lemon can reduce the amount of salt needed. Some cultures do not use crystalline salt as a condiment and instead use salty condiments like fish sauce and soy sauce. The concentration of salt products can vary. In particular, flake or kosher salts are “fluffier.” Measuring by weight means no correction is necessary but when measuring by volume, a given amount of table salt will contain more or less sodium chloride. One teaspoon of table salt equals two teaspoons of Diamond Crystal brand kosher salt or 1.5 teaspoons of Morton Brand. Salt substitutes are low-sodium table salt alternatives marketed to circumvent the risk of high blood pressure and cardiovascular disease associated with a high intake of sodium chloride while maintaining a similar taste. They usually contain mostly potassium chloride, whose toxicity is approximately equal to that of table salt in a healthy person (the LD50 is about 2.5 g/kg, or approximately 190 g for a person weighing 75 kg). Potassium lactate may also be used to reduce sodium levels in food products. It is commonly used in meat and poultry products. The recommended daily allowance of potassium is higher than that for sodium, yet a typical person consumes less potassium than sodium in a given day. Seaweed granules are also marketed as alternatives to salt. “Potential of Hydrogen”- the negative logarithm of the concentration of H+ ions is a measure of the solution’s acidity or basicity is pH. For salt this value is 7 (Neutral).
- Conclusion:
Discoloration of iodized salt, observed in commercial samples produced and distributed was most likely due to an interaction between potassium iodate (an oxidizing agent) and antioxidants in the packaging material. Yellowing of the salt is caused when packages containing salt are heated and then stored at room temperature. The packages are exposed to high temperatures when they are sealed on the manufacturing line. Local melting in the presence of potassium iodate causes the rapid oxidation of the packaging material and color development. This explains the prominent yellowing of the layers of the sealed package. Furthermore, yellowing of the packaging material likely occurred due to the oxidation of antioxidants added to the packaging polymer. Yellowing in the presence of potassium iodate and heat does not occur due to the presence of PET alone. Therefore, it is recommended that for the manufacture of foods containing iodate the packaging material should not contain any readily accessible antioxidants as preservatives or plasticizers. Plasticizers are the group of compounds used to improve flexibility, workability, and stretchability of polymeric films as a process aid, reducing melt flow.
- Acknowledgements:
First and foremost, I would like to express my thanks to all of my colleagues who support me to write this wonderful article/Abstract “Packaging discoloration & delamination of salt pack” which would obviously help in my future research work. Besides, I would like to convey my special thanks to my organization for giving an opportunity in writing this article. Moreover, I would like to thank and immense gratitude to all of my friends and family members for unconditional, unequivocal, and loving support without which I couldn’t be able to complete this article. Last but not least, I would like to thank everyone who helped and motivated me in writing this article.
- References:
- https://file.scirp.org/Html/1-2702001_71795.htm
- https://www.tandfonline.com/doi/abs/10.1080/10408390600762647
- https://onlinelibrary.wiley.com/doi/10.1002/jsfa.5751
- https://onlinelibrary.wiley.com/doi/full/10.1002/pts.2511
- https://www.tandfonline.com/doi/abs/10.1080/00405168708688906
- https://www.sciencedirect.com/science/article/abs/pii/0141391095001565?via%3Dihub
- https://books.google.com.bd/books/about/Fundamentals_of_Polymer_Degradation_and.html?id=Ll8QGMa8OX0C&redir_esc=y
- Tables: Table of contents (TOC)
| Table | Description |
| Table: 1 | Sample Recipe for Initial Packaging, PE (Polyethylene Preparation |
| Table: 2 | Properties of Polymers frequently used during pack manufacturing |
| Table: 3 | Probable migration of Raw materials (LDPE/LLDPE), used in pack manufacturing. |
| Table: 4 | Test parameters of packaging materials (PE and laminated wrapper). |
| Table: 5 | Iodine permeability in plastic bag/Salt pack |
- Figures: Table of Figures (TOF):
| Figure | Description |
| Fig.: 1 | DMAIC – The 5 phases of lean Six Sigma for investigation |
| Fig: 2 | Images of pack discoloration after storage. |
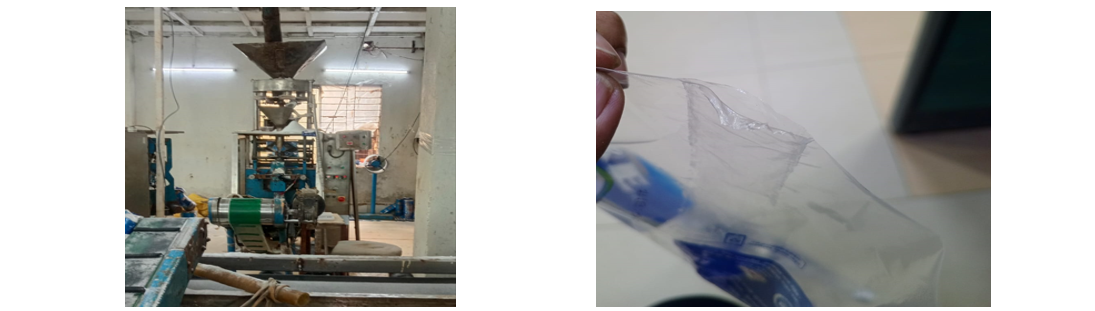
| Fig: 3 | Investigation Lab room. |
| Fig: 4 | Salt packing/manufacturing machine. |
| Fig: 5 | Layer separation/delamination of wrapper |
| Fig: 6 | Sealing area having printed matter and Transparent, having no design. |
| Fig: 7 | No discoloration after storage for five months at Lab & kitchen. |
| Fig: 8 | Yellowish after storage for five months at industry |
- Authors Contribution: Not applicable.
- Funding : Not applicable.
- Competing interests: Not applicable.
- Consent of publication: Not applicable.
- Ethics approval and consent to participate: Not applicable.
Availability of data and materials: Not applicable.